Введите слово или словосочетание на любом языке 👆
Язык:
Перевод и анализ слов искусственным интеллектом ChatGPT
На этой странице Вы можете получить подробный анализ слова или словосочетания, произведенный с помощью лучшей на сегодняшний день технологии искусственного интеллекта:
- как употребляется слово
- частота употребления
- используется оно чаще в устной или письменной речи
- варианты перевода слова
- примеры употребления (несколько фраз с переводом)
- этимология
Что (кто) такое Абразивный инструмент - определение
МУЗЫКАЛЬНЫЙ ИНСТРУМЕНТ
Паку (инструмент); Паку (музыкальный инструмент)

Абразивный инструмент
изготовляется из абразивных материалов, предназначен для механической обработки металла, кожи, дерева, стекла, горных пород, пластмасс и др. Промышленными способами А. и. начали изготовлять во 2-й половине 19 в. (со времени появления шлифовальных станков). А. и. разделяют на 2 основных типа: жёсткие (шлифовальные круги, головки, сегменты и бруски, рис. 1) и гибкие (шлифовальная шкурка и изделия из неё - ленты, диски и др.). Для изготовления А. и. применяют Электрокорунд (нормальный, белый, легированный присадками окиси хрома, монокорунд); карбид кремния (зелёный и чёрный); синтетические и природные алмазы. А. и. выпускаются на керамической, бакелитовой, вулканитовой и реже на силикатовой, глифталевой и магнезиальной связках, скрепляющих отдельные абразивные зёрна. За рубежом применяют также олеанитовую и шеллаковую связки.
Номенклатура стандартных А. и. предусматривает около 750 типоразмеров, а всего насчитывается около 12 000 разновидностей. Шлифовальные круги из электрокорунда и карбида кремния изготавливают диаметром от 3 до 1100 мм и толщиной 0,5-200 мм с диаметром посадочных отверстий от 1 до 305 мм; из алмазных зёрен (на бакелитовых, металлических и керамических связках) - диаметром от 6 до 300 мм с толщиной рабочего кольца 1,5-5 мм и шириной от 3 до 20 мм. Важный показатель А. и. - концентрация алмазов (содержание алмазного зерна в 1 мм3 алмазоносного слоя; при 100\% концентрации в 1 мм3 содержится 0,878 мг алмазных зёрен). Концентрация алмазов в кругах в алмазном слое от 25 до 200\%.
Шлифовальная шкурка и изделия из неё выпускаются на основаниях из ткани и бумаги, с режущими зёрнами из электрокорунда, карбида кремния, стекла и кремния. Шкурка применяется для ручных и механизированных шлифовальных работ, в частности - для ленточного шлифования. В зависимости от требуемой прочности шкурка изготовляется на основаниях из бязи, саржи, полудвунитки или бумаги. Наибольшее сопротивление разрыву у шкурки на сарже.
От других видов режущих инструментов А. и. отличаются большим количеством беспорядочно расположенных зёрен - резцов с порами между ними, а также формой и прерывистостью режущих кромок. Стружка, снимаемая ими, как правило, небольшой длины. А. и. можно обрабатывать детали из материалов любой твёрдости, работать со скоростью резания, превосходящей применяемые при других процессах резания, снимать с обрабатываемой детали слой металла как тончайший, так и значительного размера (доли мкм и миллиметры).
В процессе шлифования абразивные зёрна по мере их затупления скалываются и выкрашиваются, обнажая лежащий под ними слой незатупившихся зёрен. Это свойство А. и. называют способностью к самозатачиванию. Чем интенсивнее происходит скалывание и выкрашивание, тем полнее самозатачивание А. и. При частичном самозатачивании А. и. режущая способность его восстанавливается не полностью. Для полного её восстановления А. и. подвергают правке удалением поверхностного слоя зёрен. При этом одновременно выправляется форма инструмента.
Правку А. и. осуществляют алмазами в оправах, алмазными карандашами, алмазными роликами и различными заменителями алмазов: твердосплавными и стальными роликами, шарошками, шлифовальными кругами высокой твёрдости, абразивными брусками и пр. Абразивная способность А. и. тем выше, чем больше стойкость его между правками, а срок службы тем больше, чем меньший слой абразива снимается при каждой правке.
Технология производства А. и. в значительной степени определяет их рабочие свойства: однородность состава, твёрдость, износостойость и точность размеров и др. Для обеспечения стабильности указанных свойств технологическим процессом задаются вид и количество связки, объём и количество шлифовальной массы, давление и метод прессования, количество клеящего вещества, добавляемого в связку для улучшения формуемости массы, температура и время термической обработки. Производство А. и. состоит из следующих основных операций: приготовление связки, смешение абразивной массы, формование, термическая обработка, механическая отделка, испытания на прочность и твёрдость. Керамические связки приготовляют из тонкоизмельчённых огнеупорных глин различных композиций, плавней (тальк, калиевый полевой шпат и т. п.), перлита, кварца. Связки смешивают в смесительных машинах (рис. 2) с абразивными зёрнами и клеящим веществом (декстрином или жидким стеклом) и протирают через вибрационное сито или рыхлительную машину. Подготовленную таким образом массу прессуют в гидравлических прессах (рис. 3). Из сушильных камер заготовки поступают в тоннельные обжигательные печи, где их постепенно нагревают до температуры 1240-1320°C и затем медленно охлаждают. А. и. на бакелитовой связке проходят бакелитизацию при t 180°C. Температурный режим и время термической обработки А. и. определяют их прочность на разрыв, изгиб, сжатие и удар и соответственно их эксплуатационные свойства. После обжига А. и. проходят механическую отделку - им придают требуемые размеры и уравновешивают. А. и. испытывают на разрывную прочность при нагрузке, превышающей рабочую на 50\%, а после определения твёрдости маркируют. Изготовление А. и. на вулканитовой связке отличается тем, что смешение массы выполняют на смесительных вальцах, а требуемая толщина заготовок достигается прокаткой на вальцах.
Алмазные круги формуют при больших давлениях (до 200 Мн/м2, или 2000 кгс/см2). Термическую обработку алмазных кругов на металлической связке ведут при температуре 600-650°C, на керамической связке - при температуре 800-850 °C. Прочность на разрыв А. и. допускает скорости резания 25-80 м/сек.
Шлифовальная шкурка изготавливается на полуавтоматических конвейерных аппаратах, где процесс осуществляется непрерывно. Наносимые на ткань или бумагу абразивные зёрна закрепляют на ней мездровым клеем или синтетическим лаком. Для повышения режущих свойств шкурки зёрна наносят в электростатическом поле.
А. и. широко распространены во всех отраслях машиностроения и особенно в подшипниковой. В автомобильной, тракторной и инструментальной промышленности до 30-35\% от общего парка станков составляют шлифовальные, заточные, доводочные и полировальные. На этих станках А. и. применяются при обдирочных работах для удаления больших припусков и при чистовой и прецизионной обработке для изготовления деталей высокой точности и чистоты поверхностей.
Значительно развивается производство таких перспективных видов А. и., как круги для силового шлифования, зачистки проката, фасонного шлифования и других работ, связанных с большими съёмами металла и обеспечением высокой точности обработки.
Лит.: Ипполитов Г.М., Абразивные инструменты и их эксплуатация, М., 1959; Кудасов Г.Ф., Абразивные материалы и инструменты. 2 изд., Л., 1967.
Г.М. Ипполитов
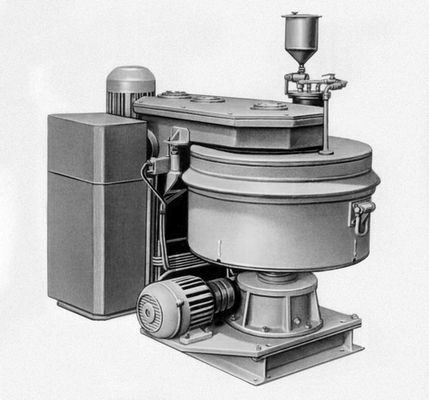
Рис. 2. Смесительная машина.
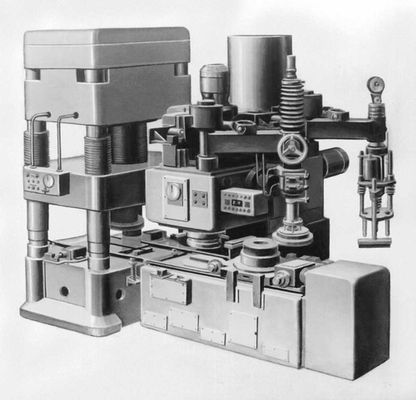
Рис. 3. Гидравлический пресс-агрегат.
Рис. 1. Жёсткие абразивные инструменты: а - шлифовальные круги; б - шлифовальные головки; в - сегменты; г - бруски.
АБРАЗИВНЫЙ ИНСТРУМЕНТ
служит для механической обработки (шлифование, притирка и др.); изготовляется из абразивных материалов и связки. Бывает жестким (напр., шлифовальные круги, бруски) и мягким (напр., шлифовальные шкурки).
Барбет (музыкальный инструмент)

![Низами]]. 1539-43. Брит.библ](https://commons.wikimedia.org/wiki/Special:FilePath/Хосров слушает музыку Барбада.Хамсе, Низами. 1539-43. Брит.библ..jpg?width=200 "Низами]]. 1539-43. Брит.библ")
Барбет (инструмент)
Барбет (Барбат) () — струнный щипковый плекторный инструмент. Широко распространён в арабских странах, Грузии, Иране, Турции, Греции и странах Ближнего Востока, употреблявшийся на территории Азербайджана до XVI—XVII вв.
Википедия
Пку (музыкальный инструмент)

Пку (арм. Պկու), паку — армянский духовой музыкальный инструмент с одинарной тростью, изготавливаемый из тростника или ствола абрикосового дерева, и рога молодого быка. Имеет 7 игровых отверстий на верхней стороне трубки и одно на нижней. Звукоряд диатонический в пределах ноны. Инструмент имеет громкое пронзительное звучание, напоминающее зурну или жалейку. Используется пастухами.

Примеры употребления для Абразивный инструмент
1. Выверните клапан, на его резиновую прокладку наклейте небольшой кружок наждачной бумаги и зажмите ваш абразивный инструмент в электродрель.
2. Продукция завода - снегоуборщики "Барс" и газонокосилки "Лужайка", компрессорные автоматические стационарные установки и электрические фритюрницы, металлорежущий и абразивный инструмент и многое другое.